Before the finish goes on, the last bit of woodworking needs to be done: the bridge. While the steel string world has seen a myriad numbers of bridge designs over the years, the classical world has been far more conservative. While a few builders have experimented with new designs, the majority stick to the traditional model.
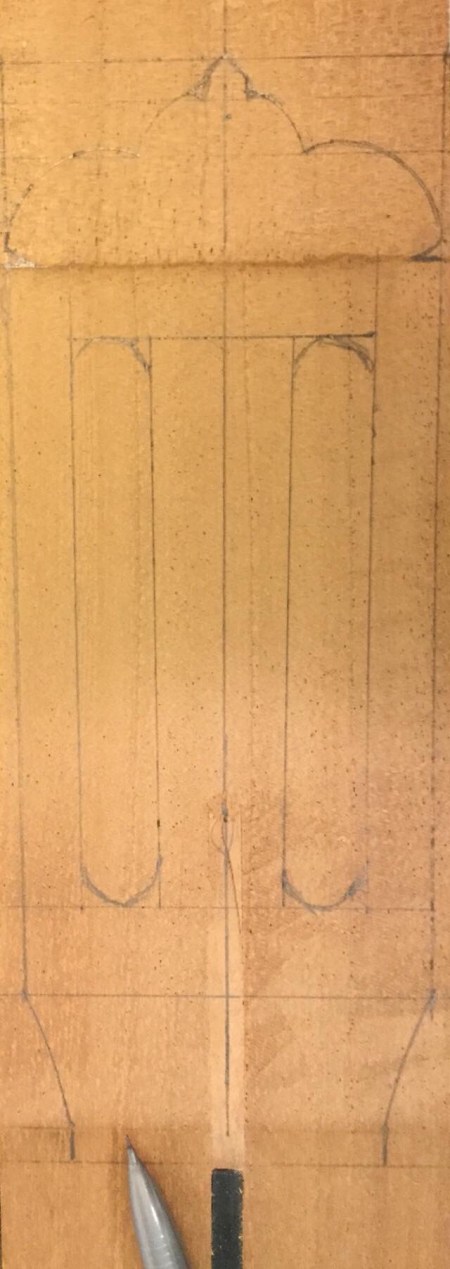
It all starts with a blank cut to size. Here, the traditional material is Rosewood. While ebony is usually used for fingerboards, it is to dense and heavy to provide the most efficient transfer of the classical strings’ energy. I’m starting with a wonderfully dark blank of Brazilian Rosewood, marked at the center.

Before doing anything else, the bottom needs to be contoured to match the arch of the top where it will go. If this isn’t done, it will try to compress the top arch to match a flat bottom, and always be an area of tension, as well as compromising the neck angle that was designed in from the beginning. Using scrapers and sandpaper taped to the top results in a perfectly matched arch.

Then the blank goes to the table saw to cut the grooves for the saddle and gully. A handsaw takes care of the edges of the center.

Then the sides are cut to the lower thickness.

Holes are drilled in the tie block for the strings. The tie block then needs some type of harder material to protect the wood from the strings. This can be either two strips of bone on the edges, or a more elaborate treatment. I went elaborate. Using a wide strip of bone, the inside is cut out and more Buckeye burl is inlaid. Then the assembly is glued to the lowered top of the tie block.

Next, the sides get shaped using files and sandpaper; first with a top radius.

Both sides need to match, so calipers and eyes are critical. Then the ends are ramped and the saddle surround is shaped.

Now the bridge is ready for finishing, unlike a steel string bridge which rarely has anything more than oil. The classical bridge gets the same gloss finish as the body, whether it is finished on the body, or off.
Parlez-vous Français?